







-
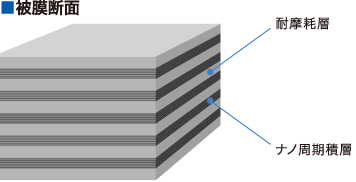
被膜構造 ナノ周期積層と
耐摩耗層との積層硬さ(GPa) 40 酸化開始温度(℃) 1,100
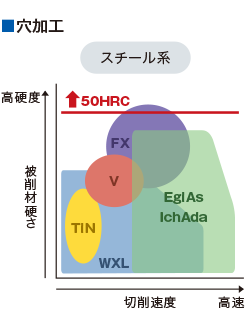

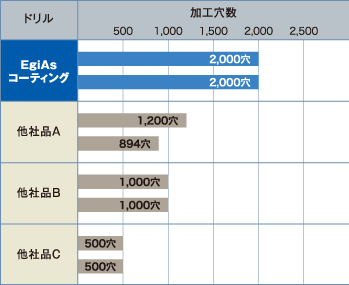
他社を圧倒する耐久性
EgiAsコーティングの効果により、摩耗抑制に抜群の効果を発揮
-
使用工具 超硬油穴付きドリル φ10 被削材質 S50C 切削速度 100m/min(3,185min-1) 送り速度 送り速度796mm/min(0.25mm/rev) 穴深さ 穴深さ50mm(止り) 切削油剤 水溶性切削油剤(内部給油) 使用機械 使用機械横形マニシングセンタ(BT40) -
500穴加工後

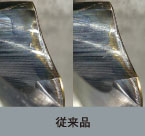
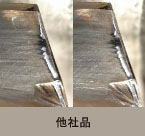
合金鋼も加工性能向上
-
使用工具 超硬油穴付きドリル φ10 被削材質 SCM440 (30HRC) 切削速度 75m/min(2,389min-1) 送り速度 597mm/min (0.25mm/rev) 穴深さ 50mm(止り) 切削油剤 水水溶性切削油剤(内部給油) 使用機械 使用機械横形マニシングセンタ(BT40) 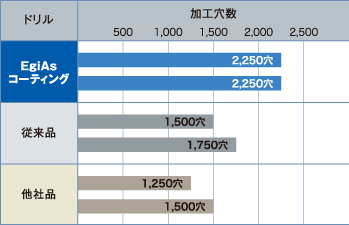
1,250穴加工後


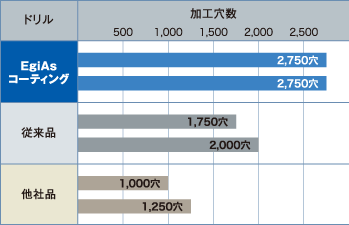
EgiAsコーティングの効果により高速でも長寿命を実現
-
使用工具 超硬油穴付き
ドリル φ10他社品
φ10被削材質 S50C 切削速度 160m/min
(5,096min-1)100m/min
(3,185min-1)送り速度 1,273mm/min
(0.25mm/rev)796mm/min
(0.25mm/rev)穴深さ 50mm(止り) 切削油剤 水溶性切削油剤(内部給油) 使用機械 横形マニシングセンタ(BT40) -